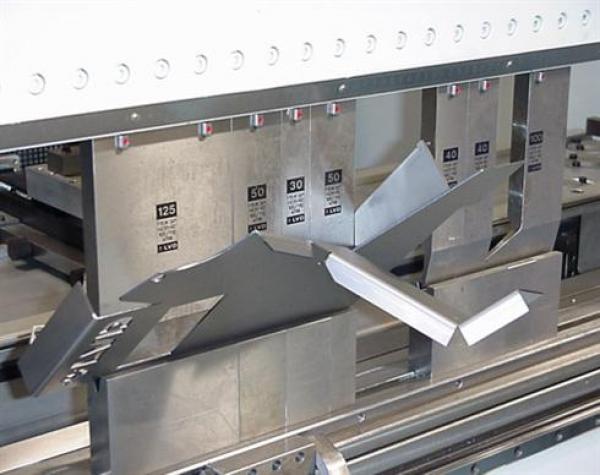
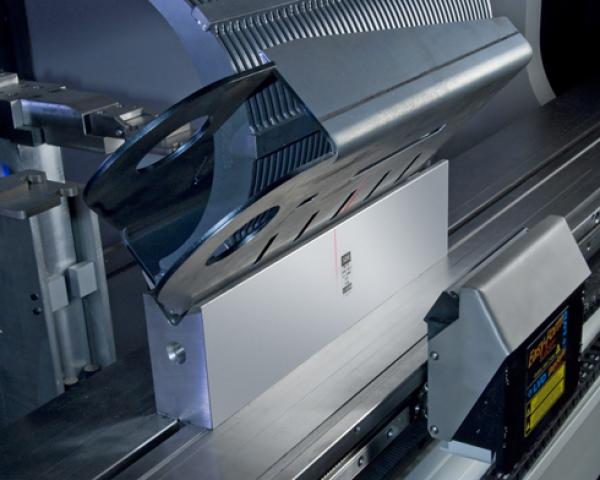
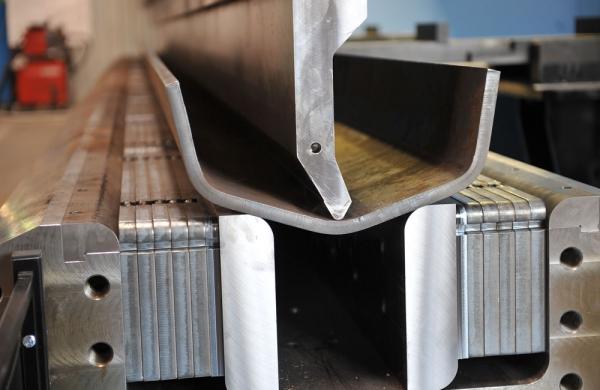
Piegatura Lunghezza max. della piega 28 500 mm Spessoreda 1 a 250 mm Collo doca : 1.500 mm MaterialeAcciai, acciaio inossidabile, alluminio Apparecchiature 7 presse di piegatura : 2 x 15 000, 7 500,6 350, 4 000, 3 000 2 000 Potenza 5.700 tonnellate ProgrammazioneC.N. grafica Realizzazioni Profili speciali su disegno, prototipi e di serie, opere su misura. Tecnica di piegatura Piegatura in aria - Piegatura in aria La piegatura in aria è unoperazione in cui si utilizzano tre punti dellutensile: - i due spigoli del blocco a V - l'estremità del punzone La forma della matrice non ha alcuna rilevanza. Il blocco a V è stato adottato semplicemente poiché corrispondente alla forma più economica da realizzare, nonché la più resistente. La fibra neutra non è allungata. Il metallo conserva la propria area di deformazione elastica. È quindi necessario effettuare una piegatura più stretta rispetto all'angolo desiderato, in modo tale da tenere in considerazione il ritorno elastico della lamiera. In generale, per pieghe a 90°, le matrici e i punzoni vengono tagliati a 85°. Il raggio interno ottenuto sarà approssimativamente uguale a 1/6 della lunghezza del blocco a V utilizzato (ad eccezione del caso in cui il punzone stesso presenti un raggio superiore). Il tonnellaggio da applicare può essere sia quello determinato a partire dallabaco di piegatura (da maggiorare del 15-20%), sia quello stabilito direttamente dal controllo numerico, a partire dai seguenti dati: spessore della lamiera, tenuta meccanica della lamiera, lunghezza di piegatura e apertura del blocco a V. Il risultato migliore si ottiene utilizzando blocchi a V di larghezza pari a circa 8-12 volte lo spessore della lamiera. Tenere presente che, in caso di lamiere medie e resistenti, un raggio interno eccessivamente ridotto, diminuisce notevolmente la resistenza meccanica del pezzo, poiché larea esterna della piega è stata sottoposta a notevoli allungamenti. La piegatura in aria richiede una capacità macchina ridotta rispetto alla piegatura a matrice, poiché il tonnellaggio da applicare si evolve in modo inversamente proporzionale allapertura del blocco a V. Inoltre, lutilizzo di un solo utensile consente di realizzare diversi angoli. A fronte di una regolazione definita, langolo ottenuto sarà influenzato dai seguenti elementi variabili: - Tolleranza dello spessore della lamiera - Caratteristica delasticità del materiale, variabile sulla stessa lamiera in diversi punti della piegatura, in particolare ai bordi della lamiera stessa. Tale caratteristica varia anche in base alla direzione di laminatura. - Flessioni del nastro e della guida di scorrimento, con generazione, in posizione centrale, di un angolo meno stretto rispetto al livello dei montanti, da cui la necessità di equipaggiare le macchine con sistemi di compensazione, in modo tale da garantire piegature di precisione. - In caso di blocchi a V di dimensioni ridotte (piegatura di lamiera di spessore ridotto), le differenze angolari sono molto importanti. Ad esempio, una variazione di penetrazione di 6/100 di millimetro in un blocco a V da 8 mm, per una piega teorica a 90°, rappresenta circa 0,8°. Tecnica di piegatura Calcolo dei dispiegamenti della lamiera per la piegatura. Non esiste una formula assoluta, le regole variano in base ai diversi parametri di piegatura e alle caratteristiche delle lamiere, tuttavia, è possibile stabilire gli spiegamenti a partire dagli elementi di seguito indicati:nella sezione piegata della lamiera, la fibra non deformata (fibra neutra) non è più posizionata al centro dello spessore, bensì spostata verso la superficie interna della piega (vedi schema sottostante): il raggio di questa fibra neutra è quindi pari a: r + ke. Nella tabella sottostante sono riportati i valori di k in conformità alla normativa DIN 6935: r/e> 0.65>1>1.5>2.4>3.8 k0.30.350.40.450.5 Il valore della lunghezza totale (L) della lamiera piegata si ottiene adottando le seguenti formule: L = A + B C | 




")