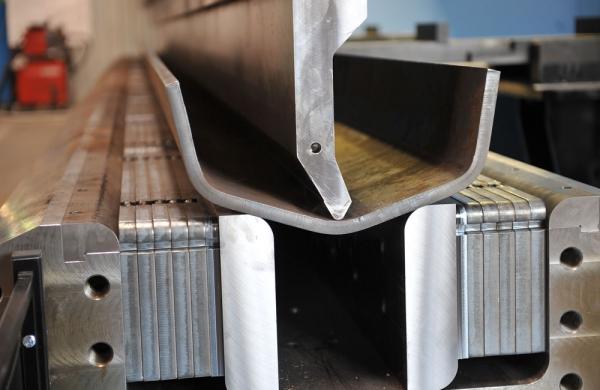
PliageLongueur maxi pli 28 500 mm Epaisseur 1 à 250 mm Col de cygne 1 500 mm Matière : Aciers, inox, alu Equipement 7 presses plieuses: 2 x 15.000 , 7.500, 6.350 , 4.000, 3.000, 2.000 Puissance 5.700 tonnes Programmation C.N. graphique Réalisations Profils spéciaux sur plan, Prototypes et séries, travail à façon. La technique du pliage Le pliage en l'air est une opération où l'on utilise trois points de l'outillage : les deux arêtes du Vé- l'extrémité du poinçon La forme de la matrice n'importe pas. Le Vé a été adopté simplement parce que c'est la forme la plus économique à réaliser et la plus résistante.La fibre neutre n'est pas allongée. Le métal conserve sa zone de déformation élastique. Il faut donc plier plus fermé que l'angle désiré pour tenir compte du retour élastique de la tôle. En général pour des plis à 90°, les matrices et les poinçons sont taillés à 85°.Le rayon intérieur obtenu sera approximativement égal à 1/6 de la largeur du Vé utilisé (sauf le cas où le poinçon présente lui-même un rayon supérieur). Le tonnage a appliqué est soit celui déterminé à partir de l'abaque de pliage (à majorer de 15 à 20%), soit celui déterminé directement par la commande numérique à partir des données : épaisseur de la tôle, résistance mécanique de la tôle, longueur de pliage et ouverture du Vé. Le meilleur résultat s'obtient avec des vés de largeur d'environ 8 à 12 fois l'épaisseur de la tôle.. Il est à noter que pour les tôles moyennes et fortes, un rayon intérieur trop serré diminue considérablement la résistance mécanique de la pièce ; la zone extérieure du pli ayant subi des allongements importants. Le pliage en l'air nécessite une capacité machine réduite en comparaison au pliage en frappe, le tonnage à appliquer évoluant inversement proportionnel à l'ouverture du vé. De plus l'utilisation d'un seul outillage permet la réalisation de différents angles. Pour un réglage défini, l'angle obtenu sera influencé par les éléments variables suivants : - Tolérance de l'épaisseur de la tôle - Caractéristique élastique du matériau, celle-ci peut varier sur la même tôle en différents points du pliage, plus particulièrement en bord de tôle. Elle varie également avec le sens du laminage. - Flexions du tablier et du coulisseau générant au centre un angle moins fermé qu'au niveau des montants d'où la nécessité d'équiper, pour des pliages précis, les machines de bombés de tablier. - Pour des Vés de petites dimensions (pliage de tôle de faible épaisseur), les différences angulaires sont très Importantes. Par exemple une variation de pénétration de 6/100 de millimètre dans un Vé de 8 mm pour un pli théorique à 90° représente environ 0,8° . La technique du pliage Calcul des développés de tôle pour pliage. Il n'y a pas de formule absolue, les règles varient avec les différents paramêtres de pliage et caractéristiques des tôles, toutefois on peut déterminer les développés à partir des éléments ci après. Dans la partie pliée de la tôle la fibre non déformée (fibre neutre) n'est plus au milieu de l'épaisseur, elle s'est déplacée vers la face interne du pli (cf. schéma ci-dessous) : Le rayon de cette fibre neutre est alors égale à : r + ke . Le tableau ci dessous donne les valeurs de k suivant la norme DIN 6935 : r/e> 0.65>1>1.5>2.4>3.8 k0.30.350.40.450.5 La valeur de la longueur développée (L) de la tôle pliée est par les formules : L = A + B C
| 




")




 Pliage
Pliage